



我们理所当然地认为我们购买的个人护理产品是安全的,没有微生物污染。无论在生产过程中多么小心,如果产品是非无菌的,那么就可能存在细菌或真菌有机体。我们将从赛多利斯的专家那里听到制造商如何使用膜过滤来检测有害微生物。
对于制造商来说,检查产品所含微生物的水平是很重要的,而且它们都不是特别危险的。这可以通过美国药典中规定的两种测试方案来实现,USP <61>和USP <62>。USP <61>,用于评估产品样品中存在的细菌、酵母和霉菌的总数量。它被设计用于非无菌药物,如止咳糖浆和鼻腔喷雾剂,以及用于制造无菌药物的原材料。但也包括个人护理产品和营养药品——任何设计用于摄入、吸入或应用于皮肤的产品。
第二个测试USP <62>,旨在识别样品中的特定细菌、酵母或霉菌。产品的使用方式将决定哪些微生物可能是有问题的。这两种测试都包括关于样品应如何制备以及测试应如何运行的说明。
欧盟、亚洲和大多数其他地区的要求大致相似,只有中国的要求略有不同。然而,它们都相当一致,不同的药典已经努力协调它们的要求。差异主要在于需求的表达方式。因此,USP是需要测试的内容的很好的指南。
你可能认为不能过滤的产品实际上可以
Myriam Gueye
为了进行这些测试,必须将细菌、酵母或霉菌从产品中分离出来,去除任何可能抑制它们的可见性的物质,并将它们集中起来,使它们更容易被发现。Sartorius的区域业务经理特里西亚·韦尔(Tricia Vail)说:“协议规定,如果有可能使用过滤来分离抗菌药物,那么应该在测试之前进行过滤,而膜过滤是首选。”
“过滤,特别是对于化妆品和个人护理产品,提供了一种简单的方法来去除任何可能存在的防腐剂,”韦尔的同事、缝多利斯(Sartorius)部门经理米里亚姆·盖耶(Myriam Gueye)说。“这些是专门设计来抑制产品内微生物生长的,如果它们留在测试样品中,很明显,准确的结果是不可能的。”“通过膜过滤,然后漂洗过滤器,任何防腐剂都可以通过,让微生物可以在没有任何抑制的情况下生长。”
膜过滤
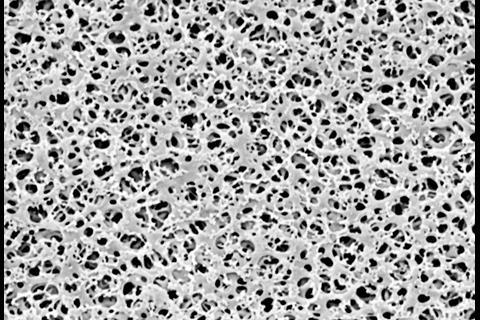
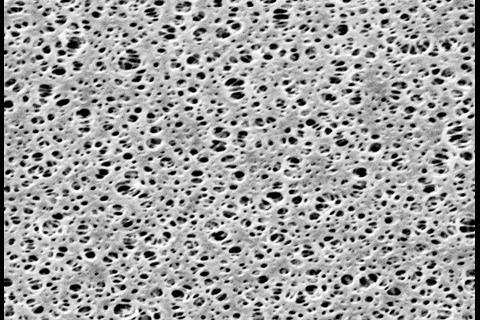
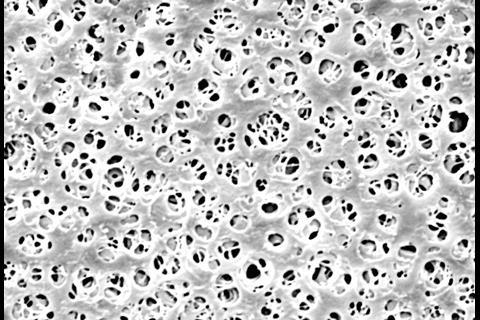
膜过滤的过程很简单:特定体积的液体通过过滤器,过滤器保留任何大于其孔隙的物质,通常为0.45微米。这足够小,可以捕获产品中的任何细菌、酵母或霉菌。然后将过滤器转移到某种形式的培养基中,通常是琼脂板。然后,在微生物被枚举和/或识别之前,将其孵育适当的时间长度。在某些情况下,可使用可溶性过滤器,以促进PCR检测。
韦尔说,孔径为0.2微米的膜过滤器有时也用于个人护理产品,但0.45微米更常见。她说:“你可能会认为,0.2微米过滤器中较小的孔隙可以获得更好的回收效果,但它们往往生长得不太好,因为它们获得介质中的营养物质的途径可能受到限制。”增长率不一样,更容易错过它们。大多数规定规定了0.45微米的过滤器,除了极少数微生物可能需要0.2微米的过滤器外。”
产品所含的细菌越少,就能安全储存越久
Myriam Gueye
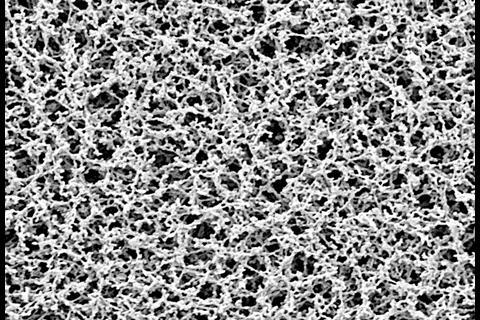
滤膜本身可以由许多不同的材料制成。通常使用硝酸纤维素和醋酸纤维素,还有聚乙烯醇和聚醚膜。重要的是要选择一种与产品的化学成分兼容的过滤器,这样产品的大部分就可以不受与材料相互作用的阻碍而通过,过滤器也不会受损。例如,抗生素等成分可能会与基于纤维素的膜过滤器紧密结合,因此应避免使用含有抗生素的产品,以防止假阴性结果。韦尔说:“我们需要确保细菌、酵母和霉菌保持完整,不会改变膜的结构。”
当然,也有少数产品不适合膜过滤,可能是因为它们太厚,不容易通过,或者太浆或块状。如果是厚度的问题,那么可以充分稀释样品,使过滤成为可能。但是,韦尔说,即使产品看起来很清澈,也不厚,过滤也可能失败。她说:“它可能含有蛋白质,由于蛋白质不容易通过毛孔,所以无法过滤。”“但你可能认为不能过滤的其他产品实际上可以。凡士林就是一个很好的例子,你只需要轻轻加热,它就会变成一种可以过滤的液体。”
里面有什么?
虽然非无菌产品对微生物的容忍度显然不像注射无菌产品那样严格,但显然微生物的容忍度仍然应该很低,不应该出现特别危险的情况。盖耶说:“你不指望洗发水是无菌的,但同样你也不指望它含有念珠菌。”
Sartorius的Microsart等系统旨在使膜过滤过程更简单、更安全
维尔表示同意。她说:“自来水含有细菌,但我们可以处理一定数量的细菌,这取决于它们是什么,因为它们会被胃酸破坏。”“我们的皮肤也可以对付细菌,但你不会希望你的面霜含有耐甲氧西林金黄色葡萄球菌。”
对于用于制造无菌产品的任何非无菌原料,如水、盐或明胶粉,都需要进行相同的测试,特别是这些原料经常被细菌严重污染。韦尔说:“在开始生产之前,了解这些产品的成分是很重要的。”“如果存在细菌、酵母或霉菌,他们可能需要改变灭菌方法,或增加另一个步骤,如膜过滤。”他们需要一开始就知道细菌或真菌负荷是多少,这样才能确保病人的安全。”
Gueye说,微生物污染的程度也会影响最终产品的保质期。她说:“产品所含的细菌越少,就能安全储存越久。”这也是国际航运的一个重要考虑因素。“如果你一直遵守严格的规定,你就更有信心它们会在出口国获得批准。“它还降低了召回的可能性,以及召回可能带来的所有额外成本和声誉损害。”她说,虽然可以调整防腐剂的含量来控制含量,但随着客户对不含防腐剂的产品的需求,确保产品在一开始就不受污染变得越来越重要。
实践中的过滤
Sartorius的Microsart等系统使用Microsart@filter过滤单元,旨在使膜过滤过程更简单、更安全。Microsart歧管本身具有符合人体工程学的低轮廓,并由316L不锈钢制成,以方便去污。只需改变歧管上的适配器,就可以使用不同类型的过滤漏斗。根据污染物的颜色,甚至可以使用黑色过滤器而不是白色过滤器,使其更容易被发现。
一次性漏斗通常用于尽量减少样品交叉污染的机会。另一个潜在的交叉污染来源是用于将过滤器移动到培养皿中培养的钳子;该系统的Microsart@media板包含介质可以直接连接到过滤器,从而避免手动操作。镊子在使用后通常会浸在酒精中以去除任何污染,但如果不让它完全干燥,它就会扩散到膜上,杀死微生物,导致假阴性结果,并可能在以后召回产品。韦尔说:“我宁愿接受一千个假阳性调查,也不愿接受一个假阴性调查。”
想要发现更多饮料的解决方案?请访问缝多利斯网站。
洁净室连续监测微生物空气
从Sartorius获得一份关于在工业制药生产环境中使用明胶膜进行连续空气监测的免费研究,整个8小时的工作轮班。





暂无评论